














London, 2012 Olympics, the games are starting! Also present: a great deal of environmentally conscious ready-mixed concrete, with 9,250 cubic metres in the stadium alone. London is currently researching the performance of innovative fresh concrete. Because high performance is no longer enough: only concrete and precast plants that produce sustainably will be awarded contracts. This includes washing out concrete to maximise the reuse of residual water and aggregates. How do you tackle this?
Why wash out fresh concrete? Important reasons
Here they come again, the concrete mixers, their drums still full of liquid concrete residue… and now? The goal is ambitious: 100 percent of valuable cement water and residual concrete should be returned to the water and production cycle. The same applies to recycled concrete. But where to put the cleaning water – down the drain? Not allowed – and not necessary either. Because it’s 2025: intelligent concrete recycling takes care of everything related to recycled concrete and cement water. After the fresh concrete has been washed out, resources such as aggregates, wash water and process water are returned to concrete production – in compliance with all legal requirements.

What do you gain by washing out concrete?
In the race for the most economical production of ready-mixed concrete and precast elements, the winner is whoever reduces the consumption of extra cement and fresh water as well as landfill and wastewater costs to an absolute minimum. Efficient concrete washers essentially do two things: when washing out fresh concrete from truck mixers, mixing plants, concrete buckets and concrete pumps, concrete recycling separates sand, gravel and water for later reuse of aggregates.
Residual water is recycled into process water and environmentally friendly rinsing water as part of a closed water cycle. The range of possible systems is broad, as they can be tailored to any intake volume and other individual requirements – from one cubic metre to 25 cubic metres of residual concrete per hour. A good system delivers high washing performance with minimal wear and low energy consumption due to its design.
What happens in your residual concrete recycling plant?
All processes run fully automatically, with an interface showing the operating status of the system. In addition to continuous interval operation, fresh concrete can also be washed out in manual mode – giving you full control over each individual component. Is there a problem? The system will alert you acoustically, visually and/or via an app. A text message on the display will tell you exactly what is going on.
Let’s get started: You transport your material as effectively as possible into the washing machine of the recycling plant, for example using a scoop wheel. This means that you can also transport material at ground level or below ground level instead of only from above or from the side via a table – for example, because you want to clean concrete pumps or small equipment. But now the concrete is in the washing trough, and rotating elements transport it towards the discharge side. Solid and liquid are separated by means of a discharge screw: counter-current sends the water to the other side; fine particles that float up are removed.
The result is thoroughly washed mixed gravel with a precise separation cut, so that only particles measuring 0.2 to 0.3 mm and smaller remain in the water. This is a value that should not only be stated in the data sheet for your residual concrete recycling plant, but is also a factual production reality. However, this is only guaranteed if you respect the capacity limits of your system!
Planning concrete recycling: What distinguishes machines and processes?
In order to manage concrete return and concrete washing in a first-class manner, residual concrete washers are required that are characterised by
– robust, low-maintenance design
– High separation accuracy
– Ease of use
– Functioning in confined spaces
– Immediate operational readiness
– Insulation, heating for winter operation
– Compliance with current environmental regulations
as well as seamless integration into existing systems.
Fully hot-dip galvanised recycling plants in a rotating trough design consisting of two half-shells, made for immense washing water volumes and large quantities of concrete, mortar or anhydrite material in the shortest possible time – up to 25 cubic metres per hour. The associated container with agitator usually holds twice as much. In combination with a spiral conveyor, discharge heights of well over two metres can be achieved. When two truck mixers arrive, two flushing gallows start working in parallel.
Additional accessories such as dosing buffers for simultaneous residual concrete collection from up to six mixer trucks or a particle separator for separating fibres from fibre concrete and much more round off the options. Are you responsible for a medium to large ready-mixed concrete plant with more than five mixer trucks that is bursting at the seams during peak times? Then this type of investment is worthwhile – galvanised or painted in the RAL colour of your choice.
Wash out fresh concrete and reuse the water: here’s how!
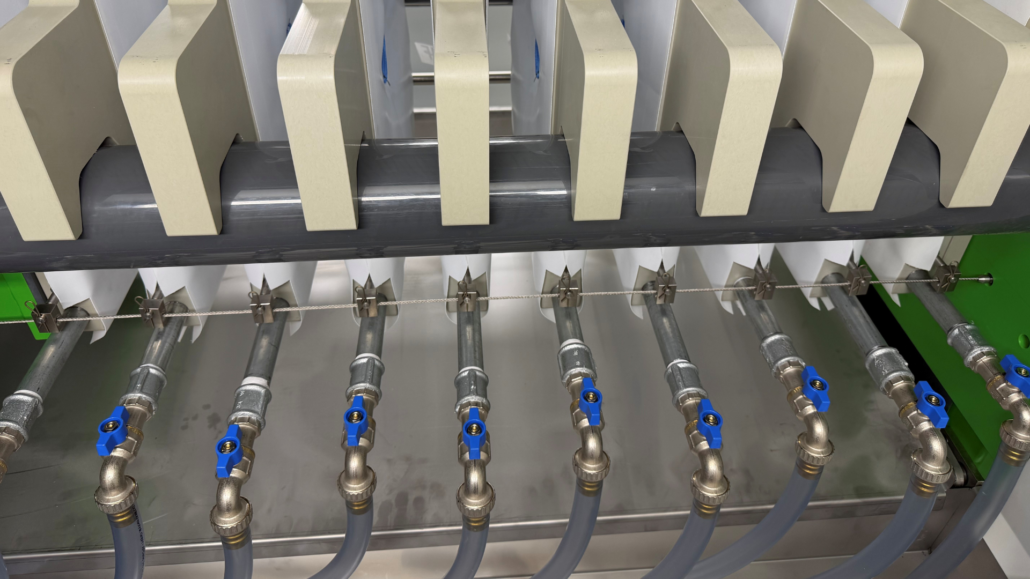
Back with water and dry aggregates from 0.2 to 32 mm in the cycle, for new concrete! Completely dewatered by filter presses, what remains – the filter cake – is professionally disposed of as construction waste. After the fresh concrete has been washed out, only the finest particles under 0.2 mm remain in the residual water tank, kept in suspension by an agitator. Water that is waiting to be used as additive water for recycled concrete in accordance with DIN EN 1008. Provided it qualifies for customised concrete! Ensuring this is the task of treatment plants, which continuously check and adjust the water density.
Modern residual water recycling automatically determines the residual water density (in kg/l) 24/7. Like the patented AJF cement-water treatment plant CWAS with intelligent control technology, which ensures a consistently low residual water density all year round – based on the principle of water density standardisation. Further details on the reuse of aggregates and residual water additives can be found in the “Guideline for the production of concrete using residual water, residual concrete and residual mortar” (German Committee for Reinforced Concrete).
Conclusion: Environmentally conscious use of resources pays off!
Washing out and recycling concrete? It works perfectly if the plant and design are right. Investing in residual concrete recycling pays for itself quickly – and the savings are measurable. The more precise the system and the more tailored the plant is to requirements, the more residual concrete water and aggregates return to the cycle.
No more expensive, environmentally harmful additions of cement and fresh water, with high disposal costs for sediment waste! And no, you don’t have to win sustainability awards like London-based Byrne Bros. But who knows? Maybe you’ll soon be shining with the Concrete Sustainability Council (CSC) Gold Certificate – a global seal of approval for environmentally, socially and economically responsible business practices.